
全站搜索
食品级不锈钢守护,智净工业血脉
18924207080
反渗透瓶装水厂通过系统化的膜处理工艺与标准化生产管控,将自然水源转化为可直接饮用的瓶装水,使得居民健康需求的瓶装水市场向高品质迭代。
反渗透瓶装水厂技术的本质是对自然渗透现象的逆向运用。
在自然状态下,水分子会自发向溶质浓度高的溶液移动,而 RO 技术通过高压泵施加 1-10MPa 的压力,迫使水分子反向穿透半透膜。
反渗透半透膜的孔径仅 0.0001 微米,相当于头发丝直径的百万分之一,脱盐率通常可达 95% 以上,特殊场景下甚至超过 99%,这种极致过滤能力正是 RO 水纯度高、口感清甜的根源。
从净化深度来看,RO 技术是目前唯一能实现离子级过滤的工艺,相比超滤等传统技术,它能截留分子量大于 100 Da 的各类污染物,包括 99% 以上的铅、砷等重金属,90% 以上的农药残留与抗生素,以及 99.99% 的细菌、病毒等微生物。
这种全面净化能力对解决现代水源污染痛点至关重要。例如工业废水带来的重金属超标、农业生产残留的化学药剂、输水管道滋生的病原体等隐患,都能通过 RO 工艺彻底清除。
标准化 RO 瓶装水厂的建设需经历全链条科学规划。水源选址不仅要靠近深层地下水等优质水源区,更需通过地埋式管道等低影响方式取水,避免破坏地表植被与生态环境。
原水经取水区进入预处理车间,依次通过多介质过滤、活性炭吸附等工序,将浊度降至 1NTU 以下、余氯控制在 0.1mg/L 以内,为后续膜系统提供保护。
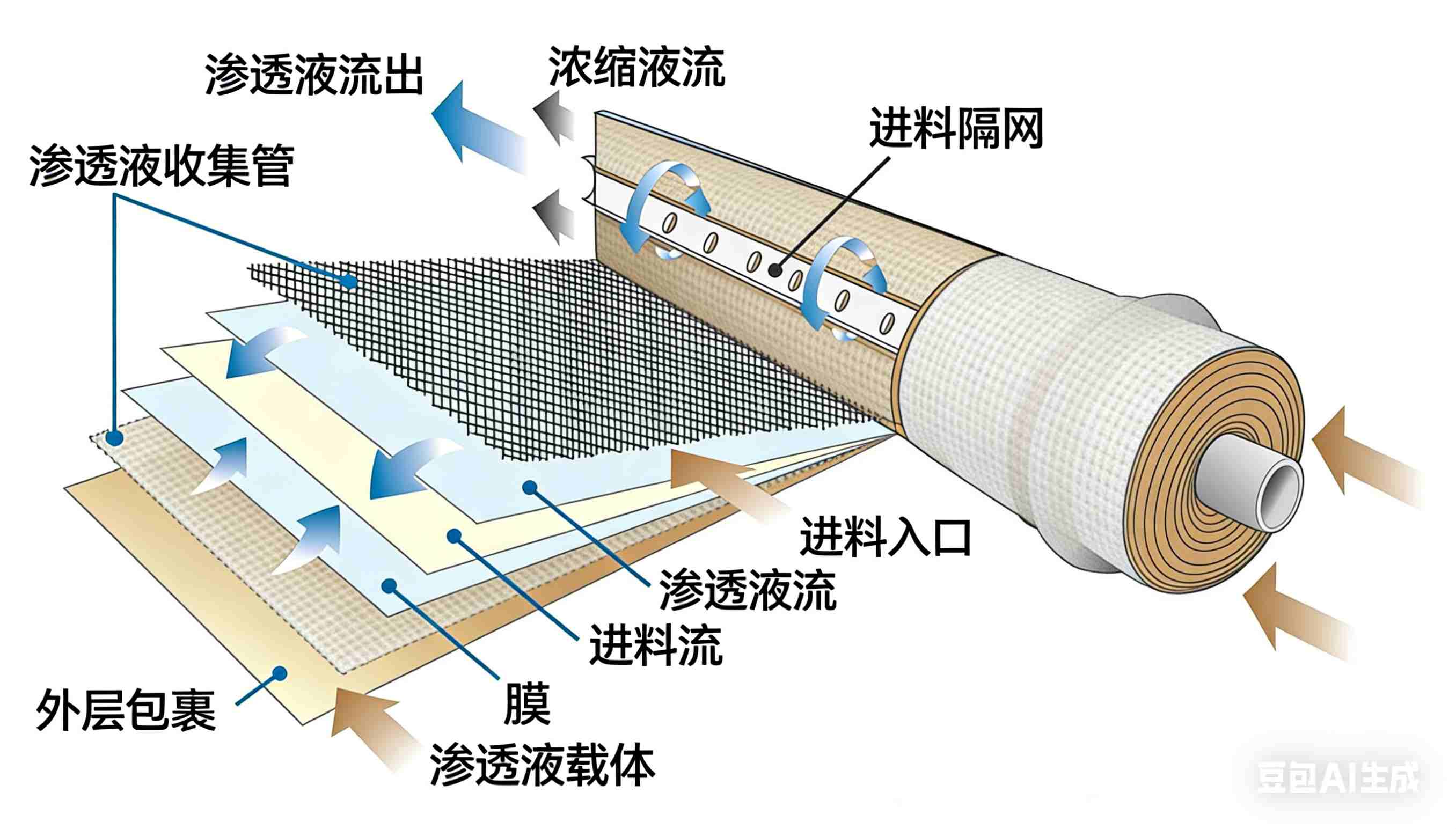
核心组件RO 车间采用卷式膜组件与多级过滤设计,搭配高压泵与能量回收装置平衡效率与能耗。
灌装车间则通过无菌生产线完成洗瓶、消毒、封盖一体化操作,全程实现水源 “零接触”。
RO 瓶装水厂的崛起既解决了饮水安全痛点,也驱动行业转型升级。因为相较于桶装水的配送局限,瓶装水适配户外、办公等多元场景。
对比传统过滤技术,反渗透深度净化能力在工业污染区域更具优势。当前行业正加速绿色化与智能化转型:例如某产能 10 万吨的水厂将 RO 浓水回收率提升至 84%,用于农田灌溉与设备清洗。智能化系统通过传感器实时监控压力、流量等参数,实现设备故障自动预警与产水稳定性调控。
但反渗透瓶装水厂行业发展仍面临多重挑战。
高压运行导致的能耗问题、膜组件更换成本压力,让中小企业承受运营负担。市场中 “概念炒作” 现象也削弱了消费者信任。
破局之道在于技术创新与透明化建设。研发低能耗 RO 膜降低运行成本,采用环保包装材料减少污染。通过生产直播、溯源体系等方式,让消费者直观看到从水源到成品的全流程。
从深山清泉到瓶装饮品,反渗透瓶装水厂以膜技术为核心,搭建起自然与健康的桥梁。随着低能耗技术的突破与行业规范的完善,这类水厂必将在饮水安全保障中发挥更重要作用,成为健康生活的标配。




